电梯曳引机智能制造核心技术的研究与应用
发布时间:2018-01-22 14:00:27浏览次数:2413次
3.1.1 智能物流信息系统
在智能仓储与物流系统中,DCS主要负责AGV调度、零件出入库调度和与上位总调度的信号交互,如图1所示。
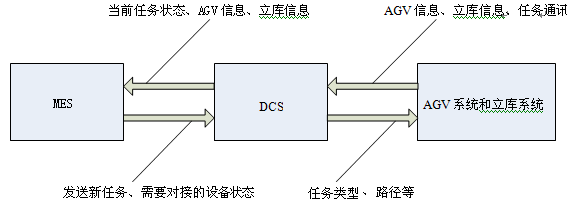
图1 智能仓储与物流系统DCS结构示意图
通过智能物流信息系统,将所有的装配信息存在云端,通过制定的协议和规则进行数据的共享和处理并保证信息传输过程中数据的安全性和可靠性,使整个智能物流信息系统做到上通下达,满足客户定制化、快速响应的需求。
3.1.2 物联网技术
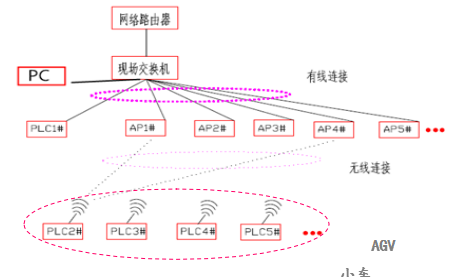
图2 AGV系统通信网络
以图2AGV通信网络系统为例,采用Wi-Fi技术为系统架构,使用无线ADS通讯方式实现AGV小车和地面控制系统的通讯,实现数百米范围内可靠的无线通讯。
通过物联网技术,实现了AGV小车之间的通讯、AGV小车与立库系统的通讯、AGV系统与调试台DCS系统的通讯,使信息在AGV、立库和调试台DCS系统之间畅通无阻,保证物流系统正常运作。
3.1.3 智能物流装备
AGV小车行走采用视觉系统识别二维码的导航方式,每经过一个二维码就实时调整自身行走方位,保证行走定位精度和可靠性要求。AGV小车可原地360度回转,占地空间小,便于转场,运行灵活。
在智能物流装备AGV小车上,搬运系统不再对多车之间的相互配合“车群”进行集中控制,而是采用物联网技术的分散控制方式,使用专门的AGV管理软件来优化运输系统的整体运行能力。结合光电检测系统的应用,对周围环境的动态障碍做出规避,比如避让车辆前方的障碍物或另一辆AGV,而且AGV可以实时寻找到达目标的最短路径,车与车之间通过无线网络实现信息交互、协调任务分配和路径规划。
3.1.4 零件自动化出入库系统
零件自动化出入库系统实现了智能立体仓库内零件的存储、取放、移库及出入库等功能,适用于曳引机零部件的自动化出入库需求。
立库系统采用了立体化的三维布局,零部件按九宫格设置,与以往的平面布局相比,既节省空间又节约了出入库时间。仓储系统分为内外两个巷道,分别设置两台堆垛机,分别负责零件的入库和出库任务,同时作业其出入库处理能力可达120次/小时,实现了零件的存储、输送、分拣于一体的新型配送系统,完全实现了分拣、集货等环节的自动化。
3.2 智能装配技术
就曳引机整机装配线而言,其智能装配技术主要包括:多机器人协同装配技术、柔性生产技术等。
3.2.1 多机器人协同装配技术
曳引机整机装配线中的机座组件装配,需要在一个相对狭小的区域完成机座+主轴、机座+主轴+线圈的装配,通过采用热套机器人、螺钉上料机器人、螺钉拧紧机器人、搬运机器人四台机器人协同作业以及电磁加热器、专机等相互配合,实现机座组件的无人化自动装配。
为了实现多机器人协同作业,综合考虑规划各机器人运动轨迹,尽可能避免路径干涉;同时在多机器人系统之间设置干涉区域,保证多机器人协同作业的安全性和可靠性;为了实现多机器人系统与专机间协同作业,通过任务层面设置限制条件,保证机器人与专机间协同作业的安全性。
3.2.2 柔性生产技术
曳引机整机装配线机器人抓手大量采用Tool Changer工具快换装置,能够快速实现抓手的更换;抓手更换后,通过抓手更换到位检测传感器实现防错;机器人抓手配备高精度电机和气缸,能够快速实现抓手的灵活调节,不同调节位置均配备检测传感器用于检测抓手到位信号和工件在位信号,保证抓取的安全性和可靠性,以适应不同尺寸零件的抓取和装配需求;各设备专机综合考虑不同类型零件的定位需求;通过上述措施,曳引机整机装配线实现了多种规格曳引机的混线装配,满足小批量、多品种的生产模式。
3.3 在线调试技术
曳引轮绳槽跳动和制动面的跳动是评价曳引机装配质量的重要指标。现阶段我们的检测手段是采用百分表进行测量,人工读取测量数据,检测过程费时费力,影响装配效率;曳引机装配线使用高精度的激光测距仪,自动测量和评价曳引轮绳槽跳动和制动面跳动,极大提高了装配效率。
曳引机调试是对曳引机装配质量及技术性能综合评价的检验环节,是曳引机制造的重要工序。现阶段我们的调试设备和方法由于操作时间长,需观测的仪器多,人工读取测试数据和进行数据分析、计算,在一定程度上影响了曳引机调试的质量和效率。随着自动化生产技术的进一步提升,以人工为主的调试手段在很多环节上已不能满足要求。因此亟需研究和设计一套在线调试技术,以提高调试效率,满足自动化生产的需要;曳引机装配线专门设置在线调试区,曳引机整机通过AGV小车自动搬运至待调试工位,操作人员仅需简单接线和按钮操作,借助各调试装置,完成曳引机整机的调试,再由AGV小车自动搬运曳引机至出货台进行出厂整理。
3.4 MES系统
在MES系统中,可实时查看装配线内生产设备的生产状态情况、作业人员工时完成情况、订单完成进度信息、库存情况、零件缺料情况,实现自主完成可控,生产过程完全透明化、智能化;进一步实现人、设备、环境与物料之间的互联互通和综合管理,实现智能制造过程的质量信息采集和质量追溯;最后,借助采集到的信息进行大数据分析,在企业和供应链之间,对订单下达到产品完成的整个生产过程进行优化管理,实现了设备的自动化、管理的信息化、人员的高效化,提高了产品的竞争力。
3.5实施效果
曳引机整机智能装配线项目的实施,使得生产效率、生产方式、产品质量、作业人员、作业场地发生了根本性变化,实施效果主要体现在:
1)相比传统的人工装配方式,人均生产效率提高数倍,人员数量大幅减少;
2)生产方式由传统的手工装配方式向自动化、信息化、数字化和智能化方向转变;
3)曳引机全部调试数据以及零件和组件测试数据全部纳入MES信息管理系统中,不仅可用于产品追溯,而且能够用于现有产品的质量分析、新产品的开发设计;
4)产业模式由传统的大规模流水线生产转向定制化、精益化方向生产,总的来说,是由以产品为中心向以用户为中心转变;
5)曳引机整机智能装配线项目突破了传统手工装配的工艺瓶颈,结合了机器人自动化装配技术、智能仓储与物流技术、在线调试技术及MES系统等智能制造相关核心技术,代表了智能制造技术的较高水平,为国内电梯行业及其他离散型生产企业的智能化、信息化升级改造提供积极的示范作用。
4、 后续改进空间
该项目已经正式投入使用,后续还需要根据实际的使用情况不断优化。在 MES信息管理系统收集的大数据下,经过深入挖掘后将用于对现有的生产过程进行不断优化,为今后曳引机技术的提升提供支撑;在曳引机整机智能装配线稳定运行后,对现有的智能制造核心技术进行归纳和总结,形成一套规范和标准,为其它智能制造项目的持续投入提供借鉴。
上海三菱电梯有限公司是全国闻名的大型中日合资企业。在范秉勋董事长的卓越领导下,自1993年起上海三菱已连续24年连续保持中国电梯市场领先地位,多次被评为国家质量效益型企业和荣获全国质量效益特别奖。上海三菱也是闵行机械工程学会团体会员单位。
标题:电梯曳引机智能制造核心技术的研究与应用 地址:http://www.diantijob.com/news/hangye/181003-p-2.html

咨询热线:400-902-2928020-89859630
传真:020-38892397
客服邮箱:info@diantijob.com

官方微信

APP下载
粤ICP备12041652号 粤B2-20181492人力资源许可证
![]() 粤公网安备 44010602006149号
粤公网安备 44010602006149号
版权所有:中缆科技(广州)有限公司
电梯英才网专业提供全国名企电梯工招聘信息,寻找电梯招聘网,请认准专业的电梯招聘信息网!(www.diantijob.com)本站人才及招聘信息,未经授权不得转载,否则追究其法律责任!

